On Berkeley Formula Racing, I've built up over 200 hours of TIG welding experience through leading efforts in welding our 4130 steel space frame chassis. Through this I've been able to build up a good intuition and understanding of how heat input from welding causes deflection in welded structures and how to minimize heat deflection through controlling heat input.
Additionally, our welding process involves fixturing all tubes and tabs prior to welding using 80/20 aluminum extrusion. Designing these fixtures has allowed me to gain a good understanding of practical Design for Assembly, and how to make use of locating techniques like hole and slot, and using diamond pins to avoid over constraining assemblies and mitigate tolerance stackup.


As chassis lead, our team had previously relied on an external tube laser cutting vendor that cost us over $1000 and had a three week lead time. I introduced the process of cutting the tubes in house using our metal laser cutter, which was free and decreased tube notching time to just one week, allowing us to accelerate our manufacturing timeline by two weeks.
I have also had the chance to gain significant manual lathing and milling experience over the years. On Berkeley Formula Racing I had the opportunity to manufacture parts on the manual lathe with very tight radial tolerances (±1 thou) which required me to mitigate thermal expansion in the parts through intermittent cooling and gave practical experience for the relationship between part tolerances and machining time and required labor.

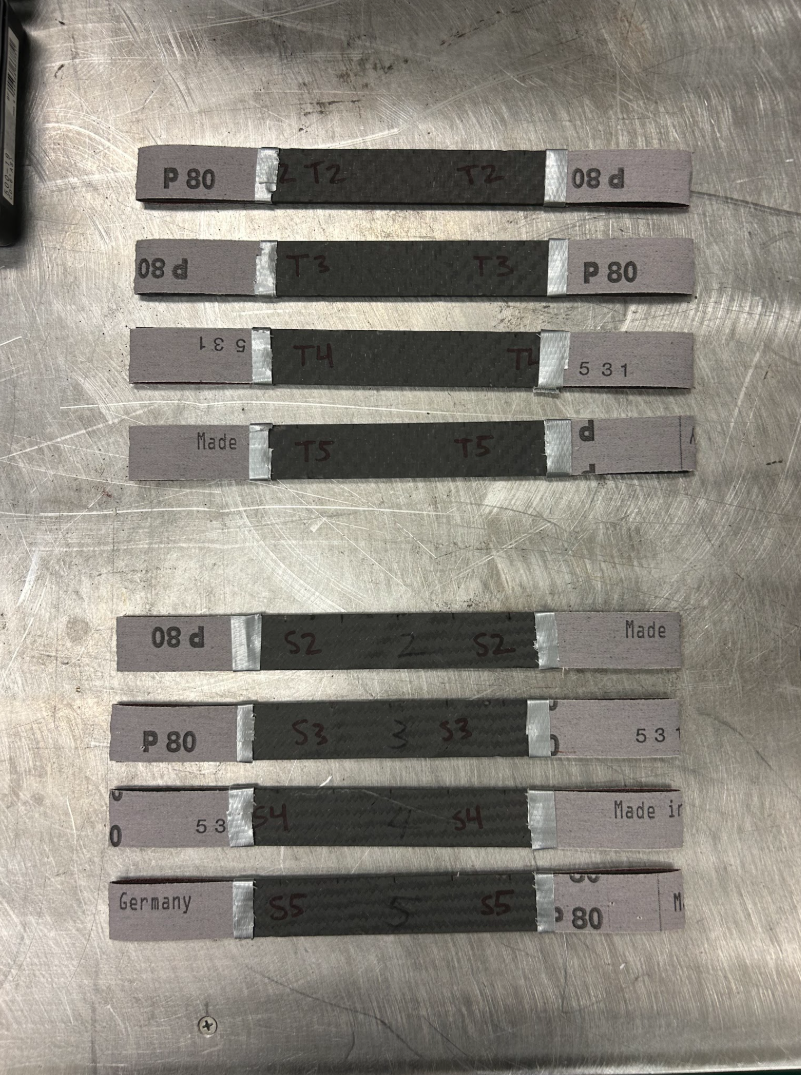
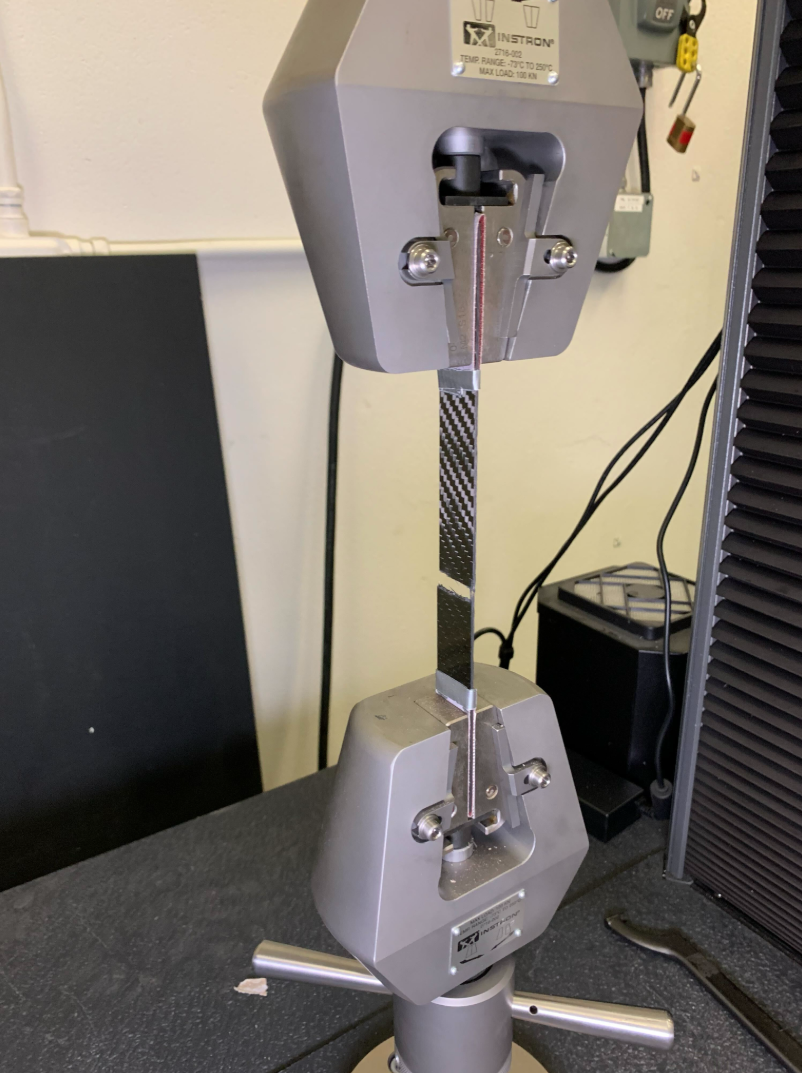
Through Berkeley Formula Racing, I've had the opportunity to gain significant experience working with composite materials. By manufacturing molds from machining foam I've gained CAM experience using CNC routers. I have also built up around 75 hours of composite layup experience, including both wet hand layups and layups with Out-of-Autoclave prepreg (oven cure). I have done hand calculations to size aluminum inserts for composite hardpoints and have manufactured and potted these inserts by hand. Furthermore, I have validated the strength, modulus, and repeatability of these layups through Instron material testing at the Instron material characterization machine in Hesse Hall, and used this data in ANSYS ACP simulations to increase simulation accuracy.